
Вы когда-нибудь задумывались, почему на одном заводе процент брака стремится к нулю, а на другом - стабильно держится на уровне 5-10%, несмотря на дорогие станки и квалифицированный персонал? Часто дело не в оборудовании, а в том, как организована система удержания параметров. В японской производственной философии, которая легла в основу современных подходов к качеству (например, TPM и Lean), существует простая, но мощная концепция. Она называется четыре «С» контроля качества.
Эта методика помогает перевести хаос цеха в упорядоченный процесс. Если вы работаете в машиностроении или управляете производством, понимание этих четырех этапов критически важно. Они не просто теория - это практический алгоритм действий, который позволяет остановить утечку денег через брак и переделки.
Краткая суть метода
- Сортировка: Отделение годного продукта от бракованного для предотвращения его попадания к клиенту.
- Стандартизация: Фиксация правильного способа выполнения операции в виде инструкции.
- Стабилизация: Поддержание процесса в рамках заданных допусков с помощью статистического контроля.
- Совершенствование: Постоянный поиск способов сделать процесс еще более надежным и эффективным.
Первая «С»: Сортировка (Segregation)
Начнем с самого очевидного шага. Когда вы обнаруживаете проблему, ваша первая реакция должна быть направлена на защиту клиента. Сортировка - это процесс физического разделения продукции на две категории: годную и потенциально бракованную.
Представьте ситуацию на сборочной линии подшипников. Оператор замечает, что один из узлов имеет микротрещину. Что он делает дальше? Если он просто продолжает работать, надеясь, что «само пройдет», риск катастрофический. Первая «С» требует немедленной остановки потока и проверки всей партии, произведенной с момента последнего известного хорошего изделия.
Здесь работают три правила:
- Изоляция: Бракованные детали должны быть убраны с общего конвейера в специально обозначенную зону (часто красную).
- Маркировка: Каждая единица продукции должна иметь четкий статус. Нельзя оставлять детали без этикеток «Проверено» или «На пересмотр».
- Анализ причины: Сортировка - это не конец истории. Это сигнал тревоги. Почему возник брак? Износ инструмента? Ошибка оператора?
Без качественной сортировки все остальные усилия по контролю качества бессмысленны, так как дефектная продукция неизбежно выйдет за пределы завода.
Вторая «С»: Стандартизация (Standardization)
После того как вы отсортировали брак и поняли, что пошло не так, наступает время второй «С». Стандартизация означает создание единого, документированного способа выполнения работы, который гарантирует отсутствие дефектов.
В машиностроении человеческий фактор - главный источник вариативности. Один мастер точит резец под углом 45 градусов, другой - под 46. Результат будет разным. Стандарт устраняет эту разницу.
Что входит в стандартизацию?
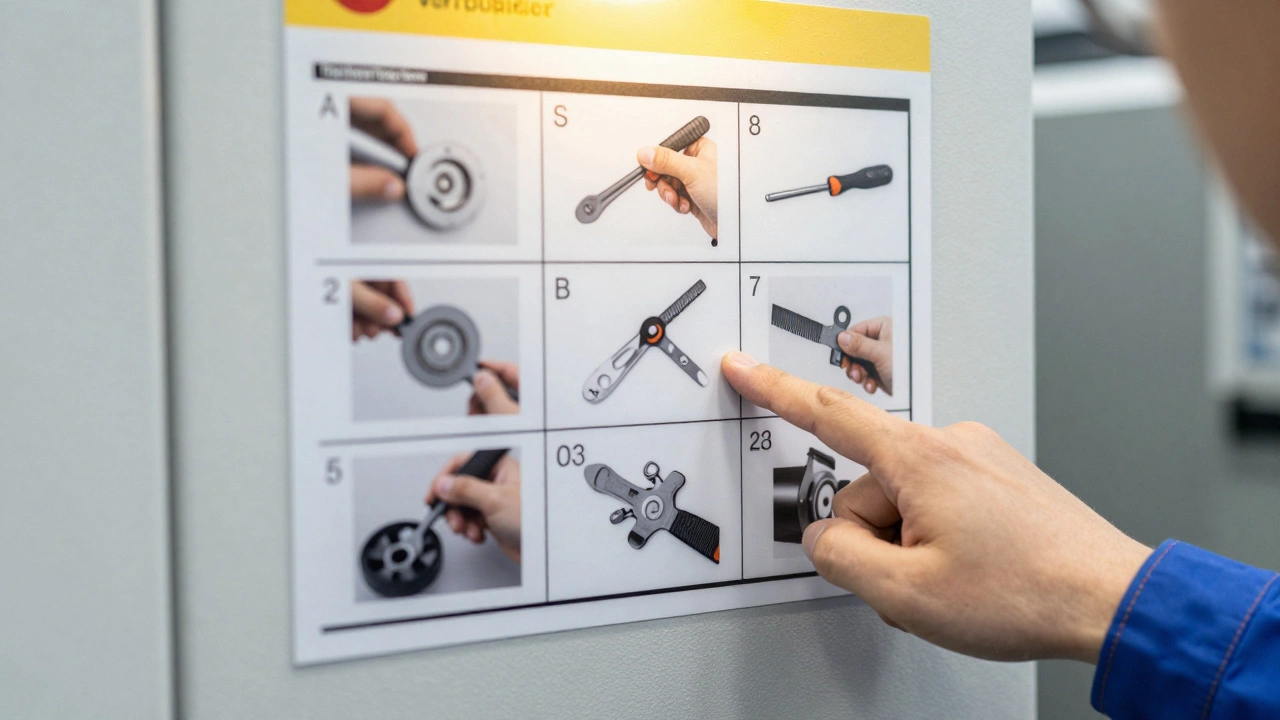
- Технологические карты: Пошаговые инструкции с фотографиями или схемами, показывающие правильный хват инструмента, настройки станка и последовательность операций.
- Настройки оборудования: Фиксация параметров (скорость шпинделя, подача, давление гидравлики) в техдокументации.
- Критерии приемки: Четкое определение того, что считается «хорошим», а что «плохим». Использование образцов-эталонеров (limit samples).
Важный нюанс: стандарт должен быть живым документом. Он должен висеть на рабочем месте, а не лежать в архиве отдела главного технолога. Если оператору нужно идти в офис, чтобы узнать, как правильно собрать узел, стандарт не работает.
Третья «С»: Стабилизация (Stabilization)
Инструкция написана, но соблюдается ли она каждый день? Вот где начинается третья «С». Стабилизация - это поддержание процесса в состоянии статистического контроля, чтобы он постоянно выдавал предсказуемый результат.
Многие компании ошибочно полагают, что достаточно написать инструкцию. Но люди устают, инструменты тупятся, материалы от разных поставщиков могут отличаться. Стабилизация требует постоянного мониторинга.
Как это выглядит на практике?
- Статистический контроль процесса (SPC): Регулярный замер ключевых параметров (например, диаметра вала каждые 30 минут) и нанесение точек на контрольную карту. Если точки выходят за контрольные границы, процесс останавливается до выяснения причин.
- Аудит соблюдения стандартов: Линейные руководители должны проверять не только результат, но и то, как именно сотрудник выполнял работу согласно стандарту.
- Поддержание оборудования: Планово-предупредительный ремонт (ППР) станков и инструментов, чтобы их износ не влиял на качество.
Цель стабилизации - убрать случайность. Вы хотите, чтобы деталь, изготовленная утром понедельника, была идентична детали, изготовленной вечером пятницы.
Четвертая «С»: Совершенствование (Sustainment / Improvement)
Последняя «С» часто вызывает путаницу. В некоторых переводах её называют «Сохранением», в других - «Совершенствованием». В контексте современного управления качеством правильнее говорить о цикличном улучшении. Совершенствование - это непрерывный процесс поиска возможностей сделать стандарт лучше, проще или быстрее.
Даже если процесс стабилен, он может быть неоптимальным. Может ли оператор выполнить операцию с меньшим количеством движений? Можно ли изменить конструкцию детали так, чтобы она не могла быть собрана неправильно (принцип Poka-Yoke)?
Пример из практики:
На заводе в Томске заметили, что при сборке редуктора операторы иногда забывают установить прокладку. Процесс был стабилен, но риск оставался. Вместо того чтобы просто наказывать за ошибку, команда применила принцип совершенствования: они изменили форму корпуса редуктора так, что крышка не защелкивалась, если прокладка отсутствовала. Проблема исчезла навсегда.
Совершенствование опирается на цикл Деминга (PDCA): Планируй - Делай - Проверяй - Действуй. Каждый маленький шаг вперед фиксируется в новом стандарте, замыкая круг на второй «С».
Сравнительная таблица четырех «С»
| Этап | Главная цель | Инструменты | Ответственные |
|---|---|---|---|
| Сортировка | Защита клиента от брака | Визуальный контроль, маркировка зон | Операторы, ОТК |
| Стандартизация | Устранение вариативности методов | Техкарты, эталоны, чек-листы | Технологи, инженеры |
| Стабилизация | Поддержание стабильности процесса | Контрольные карты SPC, аудиты | Мастера, начальники участков |
| Совершенствование | Повышение эффективности и надежности | PDCA, Kaizen, Poka-Yoke | Все сотрудники, группы улучшения |
Типичные ошибки при внедрении системы
Многие предприятия пытаются внедрить эту систему формально. Вот самые частые ловушки:
- Пропуск сортировки: Руководство хочет сразу перейти к стандартам, игнорируя текущий объем брака. Это как строить дом на песке. Сначала нужно очистить площадку.
- Сложные стандарты: Инструкции пишутся длинным юридическим языком. Операторы их не читают. Стандарт должен быть понятен визуально и занимать не более одной страницы.
- Отсутствие обратной связи: Стабилизация превращается в бюрократию. Заполнение журналов ради галочки, без реального анализа трендов.
- Игнорирование мнения рабочих: Совершенствование навязывается сверху. Самые ценные идеи по улучшению всегда исходят от тех, кто непосредственно выполняет работу.
Как начать внедрять четыре «С» завтра же?
Не пытайтесь изменить весь завод за один день. Выберите одну проблемную операцию. Например, участок сварки корпусов.
- День 1-2: Проведите полную сортировку. Разделите всю продукцию на годную и подозрительную. Найдите корневую причину текущего брака (используйте диаграмму Исикавы).
- День 3-5: Вместе с лучшими сварщиками разработайте новый стандарт сварки. Укажите ток, скорость, положение электрода. Сделайте фото «правильного» шва.
- Неделя 2: Внедрите ежедневный контроль первых пяти швов каждого смена (стабилизация). Стройте график ширины шва.
- Месяц 2: Соберите команду и спросите: «Как мы можем сделать этот процесс проще?» Возможно, стоит добавить фиксатор детали, чтобы руки были свободны (совершенствование).
Когда эта операция станет эталоном, масштабируйте подход на другие участки. Четыре «С» - это не разовая акция, а культура мышления.
Чем четыре «С» отличаются от 5S?
5S (Сортировка, Содержание, Сверкание, Стандартизация, Совершенствование) - это метод организации рабочего места и пространства. Четыре «С» контроля качества фокусируются конкретно на управлении параметрами продукции и технологическим процессом. Эти системы дополняют друг друга: чистое рабочее место (5S) помогает лучше контролировать качество (4 С).
Кто отвечает за стадию стабилизации?
Хотя ответственность лежит на всем коллективе, ключевую роль играют мастера участков и инженеры по качеству. Именно они анализируют данные статистического контроля и принимают решения об остановке процесса при выходе за допуски.
Можно ли применять четыре «С» в мелкосерийном производстве?
Да, абсолютно. В мелкосерийном производстве стандартизация касается не столько повторяющихся деталей, сколько настроек оборудования и процедур подготовки. Стабилизация здесь важна даже больше, так как каждая ошибка стоит дороже относительно объема выпуска.
Что делать, если операторы не соблюдают стандарты?
Сначала спросите, почему. Возможно, стандарт неудобен или невыполним в реальных условиях. Привлекайте операторов к пересмотру инструкции. Наказание без понимания причин редко дает долгосрочный эффект в системе качества.
Как измерить эффективность внедрения четырех «С»?
Основные метрики: снижение процента внутреннего брака, уменьшение количества рекламаций от клиентов, сокращение времени на переделку и рост индекса соответствия процессу (Cpk).


